Engineering mechanics is the study of forces that act on bodies and the resultant motion that those bodies experience. Engineering mechanics subject involves the application of the principles of mechanics to solve real-time engineering problems.

Types of Engineering Mechanics:
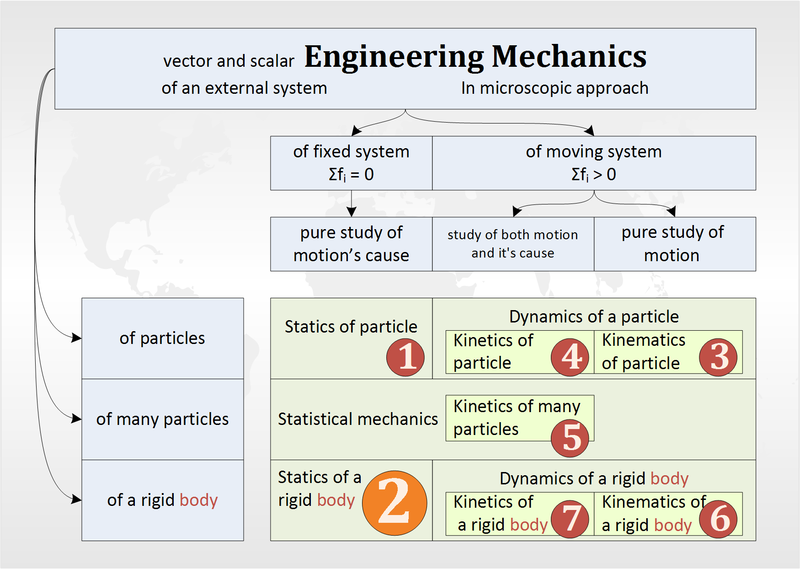
Engineering mechanics can be broadly classified into two types. They are:
- Statics and
- Dynamics
1. Statics:
Statics is the branch of mechanics that deals with the study of objects at rest. Objects at rest may or may not be under the influence of forces.
2. Dynamics:
Dynamics is the branch of mechanics that deals with the study of objects in motion and the forces causing such motion.
Dynamics Types:
Dynamics can be further classified into two types. They are:
- Kinematics
- Kinetics
2.1 Kinematics:
Kinematics is the study of motion of bodies without consideration of the cause of the motion. Kinematics deals with the space-time relationship of the motion of a body. Some examples of kinematic concepts are displacement, velocity and acceleration.
2.2 Kinetics:
Kinetics is the branch of mechanics which deals with the study of motion of bodies by considering the cause of motion.